
Adından da anlaşılacağı gibi, kendi kendine delme vidaları olan Matkap Uçlu Vida ve diğer kesici takımlarla aynı prensipler üzerinde çalışır. Herhangi bir kesici 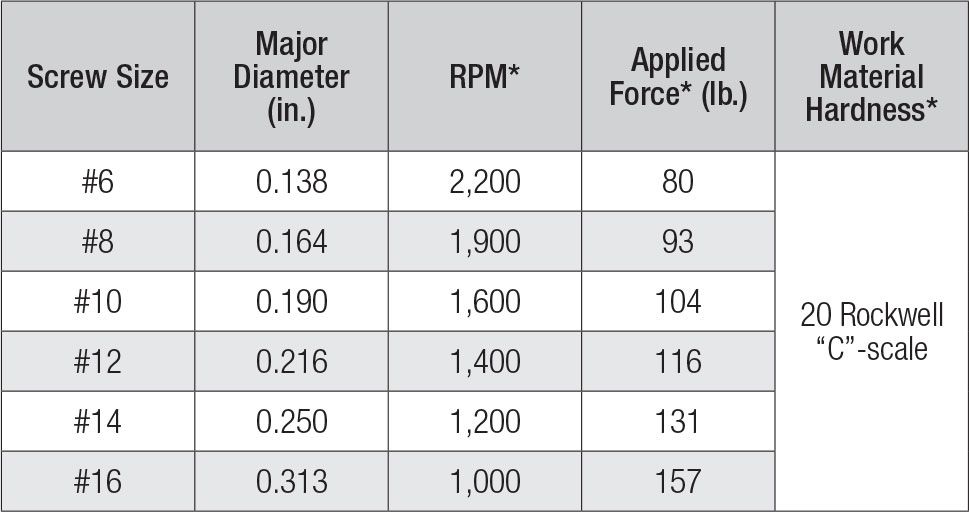 takım için, performans kesme hızı, ilerleme hızı, kesim derinliği ve iş malzemesinin kendisi tarafından yönetilir. Daha sonra, Matkap Uçlu Vidaların montaj performansı, önerilen optimum parametre değerlerinin tabloda nominal vida ölçüsü ile listelendiği temel kesici takım parametrelerine bağlanabilir.
takım için, performans kesme hızı, ilerleme hızı, kesim derinliği ve iş malzemesinin kendisi tarafından yönetilir. Daha sonra, Matkap Uçlu Vidaların montaj performansı, önerilen optimum parametre değerlerinin tabloda nominal vida ölçüsü ile listelendiği temel kesici takım parametrelerine bağlanabilir.
Nokta Geometrisi, vidanın matkap noktasının tasarlanmış şeklidir ve kullanıcı tarafından doğrudan ayarlanamaz.
RPM, vida takıldığında sürücü motorunun çalıştığı hızdır. Bu genellikle değişken çekme tetiği veya farklı sürücü motoru kullanılarak ayarlanabilir.
Uygulanan Kuvvet, vida takıldığında kullanıcının uyguladığı kuvvetin bir ölçüsüdür. Daha fazla güç mutlaka daha iyi değildir.
İş Malzemesi Sertliği, malzemenin delme veya kesme işlemine karşı direnci olarak görülebilir. Çoğu durumda, iş malzemesi ne kadar zor olursa, kesilmesi o kadar zor olur. Uygulamaya bağlı olarak, bu kullanıcının kontrolünün dışında olabilir.
Matkap Uçlu Vida seçerken, birleştirilecek malzeme kalınlıklarını ve malzeme tiplerini göz önünde bulundurun. Uygun tutturucuları seçerken aramanız gereken bazı önemli tasarım özellikleri aşağıdadır.
Matkap Flütleri delinmiş malzemenin delikten çıkmasına izin verir. Tamamen gömülü oluklar artık delme işleminin yarattığı ısının yaklaşık %80'ini içeren bu talaşları kaldıramaz. Bu malzemenin birikmesi, noktanın aşırı ısınmasına ve bozulmasına neden olabilir.
Nokta Uzunluğu, vidanın güvenilir bir şekilde nüfuz edebileceği malzeme kalınlığını belirler. Noktanın işlenmemiş kısmı (pilot bölüm), dişler takılmadan önce malzemenin içinden tamamen delinebilmelidir. Delme işlemi tamamlanmadan önce dişler takılırsa, tutturucu bağlanabilir ve kırılabilir.
Altın Kural Metal, ahşap gibi daha kalın malzemeleri metale sabitleyen bazı vidalarda kullanılır. Kanatlar, sabitlenmiş malzemedeki deliği genişletir, bu da dişlerin tutturulmuş malzemeye temas etmeden geçmesine izin verir. Bu ilave boşluk, bağlanmış malzemenin baz metalden ayrılmasını ("kriko" olarak bilinir) önler. Dişler metal içine girmeden önce kanatlar metal ile temas halinde kopar.
 (0216) 577 54 40
(0216) 577 54 40
